-

Er zijn drie soorten onderwaterlassen: droge methode, natte methode en gedeeltelijk droge methode.Drooglassen Dit is een methode waarbij een grote luchtkamer wordt gebruikt om het laswerk te bedekken en de lasser in de luchtkamer lassen uitvoert.Omdat het lassen wordt uitgevoerd in een droge gasfase, is de veiligheid ervan...Lees verder»
-

Bij het lasproces zijn er veel zaken die aandacht behoeven.Eenmaal verwaarloosd, kan het een grote vergissing zijn.Dit zijn de punten waar u op moet letten bij het auditen van het lasproces.Als u te maken krijgt met laskwaliteitsongevallen, moet u nog steeds op deze problemen letten!1. Lascon...Lees verder»
-
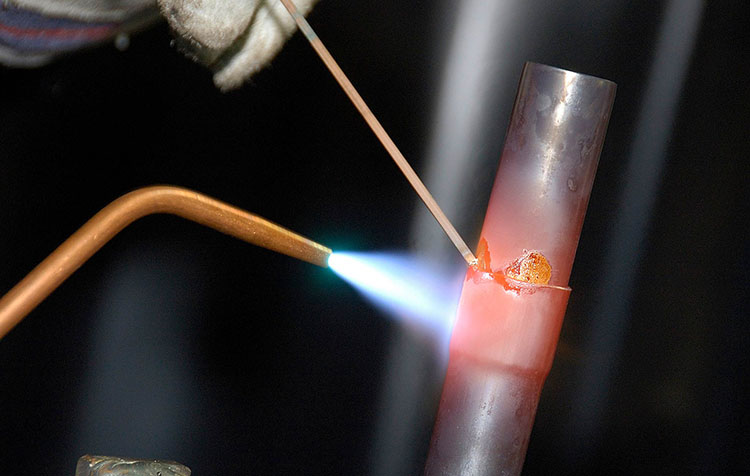
De energiebron voor het solderen kan chemische reactiewarmte of indirecte warmte-energie zijn.Het gebruikt een metaal met een smeltpunt lager dan dat van het te lassen materiaal als soldeer.Na verhitting smelt het soldeer en de capillaire werking duwt het soldeer in de opening tussen het contactoppervlak...Lees verder»
-

Kennispunt 1: Beïnvloedende factoren en tegenmaatregelen voor de kwaliteit van het lasproces Proceskwaliteit heeft betrekking op de mate van garantie van de productkwaliteit tijdens het productieproces.Met andere woorden: de kwaliteit van het product is gebaseerd op de kwaliteit van het proces, en het moet een uitstekende pr...Lees verder»
-

1. Verminder de spanningsconcentratie Het spanningsconcentratiepunt van de bron van vermoeiingsscheuren op de lasverbinding en constructie, en alle middelen om spanningsconcentratie te elimineren of te verminderen, kunnen de vermoeiingssterkte van de constructie verbeteren.(1) Neem een redelijke structurele vorm aan ① Stootverbindingen zijn pr...Lees verder»
-

Het onderdompelbooglasproces is de meest ideale keuze in de belangrijke toepassingsgebieden van pijpleidingen, drukvaten en tanks, spoorfabricage en grote constructies.Het heeft de eenvoudigste enkele draadvorm, dubbele draadstructuur, serie dubbele draadstructuur en meerdraadsstructuur....Lees verder»
-
De restspanning bij het lassen wordt veroorzaakt door de ongelijkmatige temperatuurverdeling van het laswerk veroorzaakt door het lassen, de thermische uitzetting en samentrekking van het lasmetaal, enz., zodat de lasconstructie onvermijdelijk restspanning zal veroorzaken.De meest gebruikelijke methode om reststress te elimineren i...Lees verder»
-

1. Het prioriteitsprincipe van booglassen met elektroden Voor de installatie en het lassen van pijpleidingen waarvan de diameter niet te groot is (zoals minder dan 610 mm) en de lengte van de pijpleiding niet erg lang is (zoals minder dan 100 km), moet elektrodebooglassen als eerste keuze worden beschouwd.In...Lees verder»
-

1.Hoe zacht staal lassen?Koolstofarm staal heeft een laag koolstofgehalte en een goede plasticiteit, en kan tot verschillende vormen van verbindingen en componenten worden verwerkt.Tijdens het lasproces is het niet eenvoudig om een geharde structuur te produceren, en de neiging om scheuren te veroorzaken is ook klein.Tegelijkertijd is het...Lees verder»
-

Ⅰ.Opstarten 1. Zet de aan/uit-schakelaar op het voorpaneel aan en zet de aan/uit-schakelaar in de “ON”-positie.Het aan/uit-lampje brandt.De ventilator in de machine begint te draaien.2. De keuzeschakelaar is verdeeld in argonbooglassen en handmatig lassen.Ⅱ.Argonbooglassen...Lees verder»